Гравировка и фрезеровка мягких материалов на 3d-принтере SkyOne

3d принтер SkyOne, помимо своей основной функции – печати объемных моделей, несет в себе скрытую возможность, легкого CNC-фрезера. Для реализации функции фрезерования потребуется приобрести фрезерно-гравировальный комплект.
Комплектация
- Шпиндель. Выполнен на основе бесколлекторного двигателя постоянного тока, мощностью 53Вт. Скорость вращения ротора 4000 об/мин. Зажим режущего инструмента – цанговый патрон ER11.
- Стол крепления заготовок. Выполнен из алюминиевого профиля. Размеры стола 190 х 120 мм. Для крепления заготовок используется Т-образный паз, размером 8 мм.
- Прижимные приспособления. Два пластиковых прижима, для крепления к столу обрабатываемых заготовок с использованием Т-образных пазов. В комплект входят прижимные пластины, винты-барашки и винты регулировочные.
- Фрезы. Две фрезы, коническая и цилиндрическая.

Подготовка к гравировке
Для начала, нужно выбрать то, что будем наносить – рисунок и то на что, мы будем наносить это рисунок – поверхность. Тут важно заметить, что предмет, но который мы будем наносить гравировку, должен быть плоским, толщиной не более 5мм, иначе нам потребуются другие упорные винты, а если толщина заготовки превысит 10мм, то и другие прижимные приспособления.

Еще одно важное замечание – плоскость детали должна быть параллельна плоскости стола, иначе глубина гравировки будет разная.
В качестве «подопытного» образца, выберем пластину из вспененой пластмассы, а в качестве наносимого рисунка – логотип SkyOne.
Гравировку производить будем с использованием программы печати Repetier-Host, т.к. эта программа прекрасно «понимает» G-коды, использовать будем именно их, т. е. нам нужно преобразовать пиксельный рисунок в понятные принтеру команды.
Для преобразования рисунка в G-коды применяются специальные программы, такие как: SolidCAM, ArtCAM или браузерная бесплатная программа jscut.org. Её можно скачать на компьютер и использовать в OFF-line режиме.
JSCUT работает только с файлами имеющими расширение *.SVG, т.е. наш логотип, сохраненный в растре, нужно конвертировать в svg.
Для редактирования графического изображения, будем использовать бесплатную программу Inkscape. Загрузить ее можно с официального сайта inkscape.org, для нескольких платформ: Linux, Windows и MacOS X.
Редактируем изображение
Используя импорт файла (Файл > Импортировать), добавляем на рабочий лист, программы Inkscape, требуемое нам изображение. Все настройки импорта растра, оставляем по умолчанию. Далее на импортированном изображении, нажимаем правую кнопку мыши и выбираем команду «Векторизовать растр…». Параметры векторизации выбираются по месту, в зависимости от насыщенности исходной картинки. Так как наш логотип черно-белый, все параметры оставлены по-умолчанию.

Нажимаем кнопку «Ок» и после обработки, просто закрываем окно трассировки. Удаляем первоначальный растровый объект, оставляем только векторный, он имеет боле четкие границы, по сравнению с оригиналом. Сохраняем векторный файл с расширением .SVG, на локальном носителе.
Заходим на сайт jscut.org и нажимаем кнопку Launch!
В панели инструментов нажимаем «Open SVG» и загружаем ранее сохраненный нами векторный файл, нажав, вкладку «Local».
Левой кнопкой мыши кликаем по картинке, так, что бы она выделилась – окрасилась в синий цвет. И проводим операцию настройки параметров гравировки.
Настройка параметров JSCUT
- Разрешение, количество пикселей на один дюйм, оставляем по-умолчанию – 96 px pre inch, так как изображение было подготовлено в inkscape.
- Tabs, – утолщение контура, использовать не будем.
-
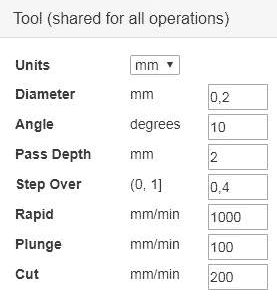
Tool – параметры режущего инструмента.
- Units (система измерения) – перейдем в метрическую систему – mm
- Diameter (диаметр режущей части инструмента) – т.к. фрезу будем использовать коническую, то диаметр нужно указать минимальный, например 0,2мм
- Angle (угол заточки режущего инструмента) – 10 градусов
- Pass Depth (глубина прохода) – глубина подачи по оси Z. Используйте минимальный параметр если обрабатываете твердый материал или требуется более высокое качество обработки. Так как обрабатываемый материал мягкий, то укажем этот параметр 2мм.
- Step Over (Величина смещения следующего прохода относительно предыдущего) – При уменьшении этого значения, время обработки увеличивается – 0,4мм
- Rapid (Скорость подачи инструмента при холостом ходе) - 1000 мм/мин
- Plunge (скорость подачи по оси Z, во время резанья) – 100 мм/мин
- Cut – (скорость подачи во время резанья) 200 мм/мин
-
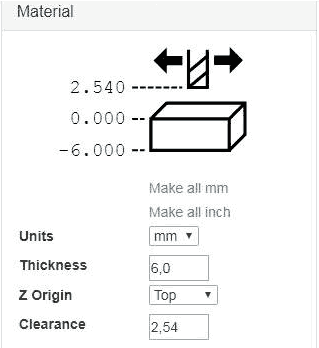
Material – параметры обрабатываемого материала
- Units (система измерения) – перейдем в метрическую – mm
- Thickness (толщина материала) – 6мм
- Z Origin (нулевая позиция по оси Z) – Top (верхний край материала)
- Clearance (высота подъема режущего инструмента над позицией Z Origin) – 2,54 мм
-
Curve To Line Conversion (Преобразование кривой в прямую линию)
- Minimum segments (минимальное количество сегментов линии для преобразования кривой) – 1
- Minimum segments Length, mm (минимальная длина сегмента) – 0,254 мм
-
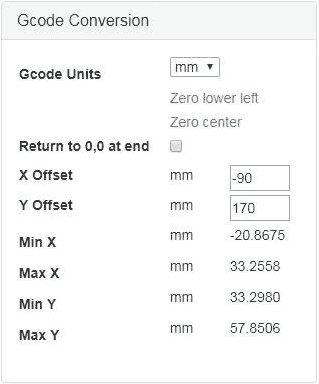
Gcode Conversions (параметры преобразования G-кодов). Координаты расположения обрабатываемого места (поля
гравировки),
по осям Х и Y. Опытным путем установлено, что параметры сдвига, для гравировки изображения по центру стола
соответствуют: X Offset (сдвиг): -90мм и Y Offset: 170мм



После формирования всех настроек, нажимаем копку Create Operations. В окне Operations появляется вкладка выбора методов обработки (Pocket, Inside, Outside, Engrave и V Pocket) и окно изменения параметра глубины резанья (обработки) Deep.

Для генерации G-кода, нажимаем кнопку Generate и ждем.
Методы обработки
- Pocket – вырезает контур и заливку (фигуру полностью)
- Inside – вырезает только контур. Край фрезы не выходит за пределы контура изображения.
- Outside – вырезает только контур. Край фрезы проходит за линией контура изображения. Изображение утолщается на величину диаметра фрезы.
- Engrave – вырезает контур. Центр фрезы проходит по линии контура
- V Pocket – Вырезает контур с различной глубиной резанья, минимальной на углах и максимальной на середине отрезков. Применим только для фрез имеющих конусную заточку.
Посмотреть примерный результат, можно открыв вкладку Simulate GCODE, получится должно примерно такое изображение:

Сохраняем полученный код на компьютер - Save GCODE и открываем его в приложении 3d – печати Repetier-Host.
Настройка принтера
ВАЖНО! Из-за разницы толщины стола для печати и гравировки, толщины обрабатываемого материала и размеров режущего инструмента (длины), перед началом работы необходимо выставить новое значение нулевого положения оси «Z».
- Включаем принтер. Устанавливаем соединение в Repetier Host.
- Загружаем сгенерированные ранее в G-коды файл изображения.
- Открываем вкладку «Управление». Необходимо убедится, что фрезе и шпинделю ничего не мешает вращаться!
- Запускаем двигатель фрезера – Нажимаем на копку включения экструдера. Значение температуры на максимум.
- Перемещаем стол с заготовкой на безопасное расстояние, для предотвращения столкновения фрезы и стола. Для этого вводим команды G1 Z50, в поле ввода команд G-CODE. При толщине заготовки более чем 6-10мм, величина по оси Z должна быть больше (см. по месту).
- Перемещаем инструмент по оси «Y» на 30-40 мм вперед, для того чтобы центр фрезы оказался точно над обрабатываемой поверхностью заготовки. Команды G1 Y40.
-
Начинаем понемногу поднимать стол, до тех пор, пока конец фрезы (она должна в это время вращаться), едва не
коснется
поверхности заготовки. Поочередно вводим команды уменьшения расстояния по оси «Z»: G1 Z39, G1 Z38 и т.д.
Можно вводить
дробные значения G1 Z38.5 (через точку). Все время контролируя на какой высоте находится кончик фрезы.
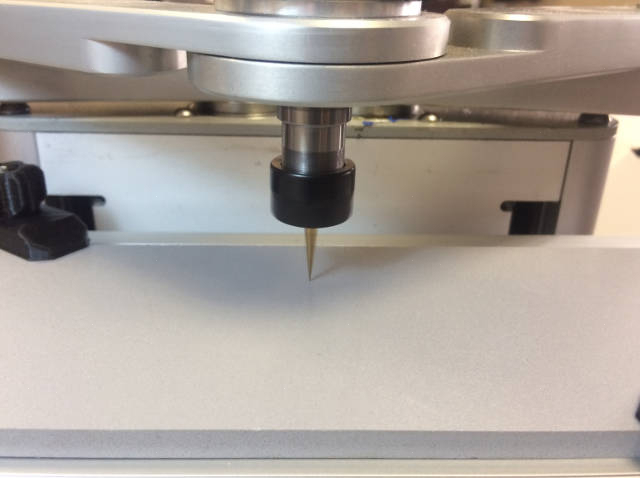
- Как только верхняя плоскость заготовки едва коснулась конца фрезы, в моем случае это расстояние получилось 31.8 мм, можно присваивать нулевое значение положению оси «Z». Вводим команду G92 Z0 (присвоить нулевое положение оси Z)
-
Запускаем на печать и ждем выполнения.


Процесс обработки:

Готовый результат:
